Wear-Protection Layers. Chrome plating
To diminish piston ring and cylinder wear (to extend service life), the ring running surfaces, in particular, are provided with wear-reducing protective layers. They, nonetheless, must provide great resistance to bums and cause the least possible wear to the cylinders at TDC in diesel engines. The following types of protective finishes are used:
Chrome plating. Layers of hard chrome, applied to the running surfaces by electroplating, exhibit very high resistance to abrasive and corrosive wear and are less susceptible to burns than unfinished running surfaces. Experience has shown that using a chrome-plated ring in the first piston ring groove reduces wear at the entire ring set to about 30% of the values for rings that are not chrome plated. Wear at the cylinder running surface is reduced by 50%.
Additional “special lapping” may be used for chrome-plated ring contact surfaces to eliminate roughness formed by plateaus and valleys in the surface while supplementary “channel chrome plating” creates a channel-shaped network of fissures7 in the chrome layer by porous etching. These techniques have been used with good results to cover the break-in phase for the engines.
Molybdenum coating. It is used above all because of its great resistance to burns. Molybdenum is applied to the piston ring running surface as a thermal spray layer, usually in a flame spatter process. The molybdenum layer’s great resistance to bums can be traced hypothetically to the material’s high melting point (about 2600°C) and its porous structure.
Plasma spatter layers. Plasma spatter technology makes it possible to apply mixed metallic and/or metal- ceramic layers whose component materials exhibit particularly high melting points. The wear protection layers created in this way have even higher wear resistance than molybdenum layers and higher resistance to bums than chrome layers.
Chrome-ceramic layer. The good wear characteristics of the hard chrome layer are improved even further in the chrome-ceramic layer. The inclusion of ceramic particles (aluminum oxide) in the electrodeposited chrome layer not only improves its wear resistance across the entire service life of the layer but its thermal loading capacity, and thus its resistance to burns, is also increased.
The schematic structure of the chrome-ceramic layer is depicted in Fig. 7-48. It shows that the layer is created in an application process that is repeated several times to distribute the ceramic particles throughout the layer. Chrome-ceramic layers have been used with great success in diesel engines for automotive service.
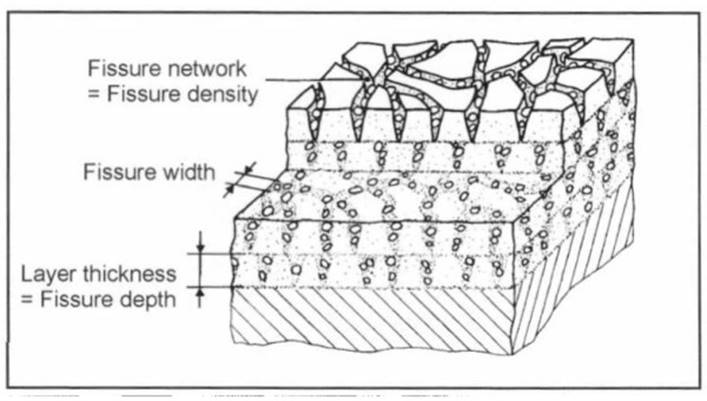
Fig. 7-48. Structure of the chrome-ceramic layer
Nitriding and nitrocarburizing. Here thermochemical treatment (diffusion) is used to introduce nitrogen and, in some cases, carbon into the surface of the piston rings (primarily in rings made of steel). This diffusion process creates extreme surface hardness (approximately 1300 HV 0.025), which imparts high wear resistance to the layer. Layer hardness and thickness rise with the amount of alloying elements that form nitrides in the ring material (largely steel containing 13% or 18% chrome).
In gasoline engines, this is used as an alternate to electroplated chrome layers and in part also to thermal spray layers, particularly at ring thicknesses of ≤ 1.2 mm. Additional advantages are dimensional trueness, which makes it possible to create sharp running edges at the piston ring, and coating on all the surfaces, providing additional protection against wear at the flanks. The burn resistance of these layers is similar to the chrome layers deposited with normal electroplating processes while that found in thermal spray layers is not reached.
PVD layers (Physical Vapor Deposition). Employing the modern technology used to vapor deposit hard materials such as TiN or CrN gives wear protection layers that replicate exactly the contour of the substrate. In this way, one can treat only the functional surfaces of the paired wearing materials, which may be advantageous. PVD layers are characterized in part by great wear resistance, high burn resistance, and low TDC wear at cylinders in diesel engines. The layer thicknesses that can be created (5 to 50 μm, depending on the type of layer) do, however, limit the range of uses. Application is currently restricted to isolated instances in racing use and a few mass-production applications.
HVOF layers (High Velocity Oxy-Fuel). HVOF coating, a high-velocity flame spray, is based on the plasma coating’s superior resistance to burns, further reducing inherent wear values and cylinder wear values. In HVOF coating, a supersonic flame is used to accelerate and heat the sprayed material. This creates a layer that is considerably denser and stronger than one applied with plasma spatter. These fundamental advantages for the engine, when compared with plasma, can be realized only when the coating materials are ideally matched to the properties of the process being used. The materials most frequently employed are metals with high carbide content.
Date added: 2024-04-24; views: 912;