Minimizing Engine Block Mass
Important objectives in engine development are the reduction of pollutants, the lowering of fuel consumption, and an improvement in performance. This target requires, in addition to other measures, consistent implementation of lightweight engineering techniques for all vehicle components. Reducing the engine block weight is one contribution to reducing weight for the entire drive train.
Depending on the engine’s size, design, combustion principle, and engine block design, the engine block accounts for between 25% and 33% of the overall engine weight (as per DIN 70020 A). Reducing the engine block weight thus makes a vital contribution to reducing vehicle engine weight.
The measures undertaken to reduce engine block weight can be subdivided into weight reductions attained by optimizing the structures and weight reductions specific to the materials.
Reducing weight by optimizing the structure. The design of the engine block has a critical influence on total engine block weight. The engineering and calculation methods (such as CAD and FEM) that are commonplace today enable more closely targeted optimization of the design needs, along with loading and functional needs, than could be achieved in the past.
This means that the wall cross sections required to carry out important functions such as the exact position, number, and geometry of ribs (which increase stiffness and improve acoustic properties) can be designed using minimal amounts of material.
Cylinders that are cast together and the integration of many functions into the engine block also contribute to reducing overall engine weight.
Weight reductions through material selection. Presently, the majority of the engine blocks in mass production are gray castings. The necessity to reduce weight has resulted in using aluminum silicon alloys more frequently for the engine block in small-displacement engines. Engine blocks of comparable design, but using Al-Si alloys are not lighter than cast iron engine blocks in exactly the same ratio as that for the specific weights of the materials.
Figure 7-59 shows the data for some materials used for engine blocks. In addition to the density, additional materials properties (such as fatigue strength under reversed bending stress and Young’s modulus) have to be taken into account. In comparison to gray cast iron engine blocks, the weight of aluminum engine blocks may be reduced by 40% to 60%, depending on the size of the engine.
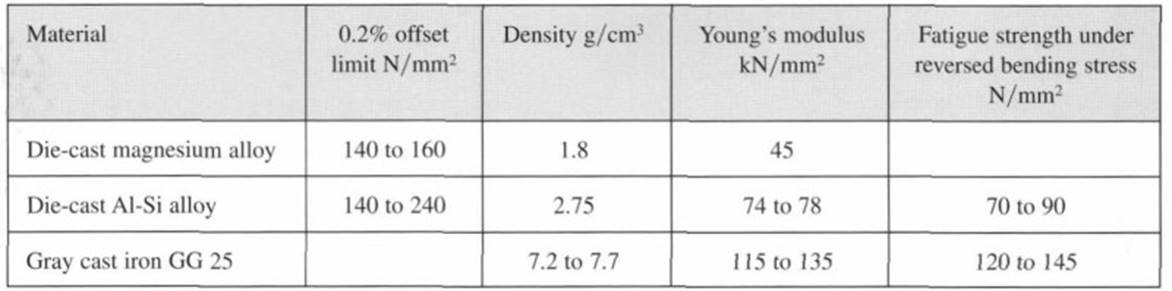
Fig. 7-59. Materials for engine blocks
In engine blocks made of gray cast iron, it is possible to reduce weight by a combination of optimizing the structure and thin-wall casting. With this casting technique, wall thickness of as little as about 3 mm is generally possible. In comparison, the walls of cast iron engine blocks are normally in a range of from 4.0 to 5.5 mm thick.
Using vermicular graphite cast iron (GGV), a casting material with great strength, enables weight reductions by about 30% in comparison to conventional casting materials such as GG 25. Weight reduction to this extent requires engineering for the engine block, taking into account the particular needs of the material.
Vermicular graphite cast iron engine blocks have not yet entered mass production, but trials are currently being conducted.
The advantages of substituting GGV for GG 25 in engine block manufacture include weight-saving potential, greater stiffness, and better acoustic properties. The costs for the material are detrimental, estimated to be from 20% to 28% higher. These costs can be offset by the weight savings and longer service lives for machining tools.
Magnesium is a material that exhibits even lower density than aluminum. In the past, engine blocks made of magnesium alloy have been used in air-cooled engines. Examples include the four-cylinder boxer engines used in the Volkswagen Beetle and the six-cylinder boxer engines in the Porsche 911; from the end of the 1960s to the beginning of the 1970s, their engine blocks were made of a magnesium alloy.
Today magnesium blocks are used only in racing engines. The low specific weight supports using magnesium alloys for engine blocks. Disadvantages in comparison with the Al-Si alloys normally used today in mass production are the high costs for the material, the lower material strength, and the lower resistance to corrosion.
It is also true that engine blocks that are made of magnesium alloys cannot be lighter at a proportion corresponding to the ratio of their specific weights. In working out an engineering design that is in line with the loading, the differences in the material properties must be taken into account. In comparison to an engine block made of an Al-Si alloy, using a magnesium alloy in a comparable design can cause weight savings on an order of magnitude of 25%.
The lower strength and the lower Young’s modulus for the magnesium alloys must be compensated for, in large part, by higher design strength for the component. Thus, for example, the longitudinal cooling channels for the cross-stream cooling, integrated into the magnesium engine block in racing engines, contribute to increased design stiffness.
The reasons magnesium engine blocks are not currently mass-produced are many and varied.
The cost advantage for Al-Si alloys in comparison to magnesium alloys is an order of magnitude of about the factor three and results essentially from the absence of a recycling market for magnesium. While Al-Si alloys are available at low cost in the form of secondary alloys from components that have been melted down, it is necessary to draw upon the costly primary alloys for magnesium alloys. The higher costs for magnesium alloy materials are, however, to be set off, case by case, against the lower costs resulting from weight savings and by shorter processing times and longer service lives for die-casting molds and machining tools.
The corrosion resistance of magnesium alloy components, where no additional protective measures are adopted, is lower than that for components made from Al-Si parts; their natural surface or skin after casting already provides sufficient corrosion resistance. It is necessary to differentiate between contact corrosion and surface corrosion.
Contact corrosion arises when parts made of magnesium alloys come into contact with components made of other metals or alloys. It results from the differing positions of the various metals along the electrochemical series. Contact corrosion may arise at threaded connectors and at holes for fixing elements such as alignment bushings and pins. To achieve satisfactory corrosion protection, it is necessary to adopt measures that increase costs: Using washers made of an Al-Si alloy and special surface protection for bolts and guide bushings by galvanizing and chrome plating.
To avoid surface corrosion at the outermost surfaces of components made of standard magnesium alloys, it is necessary to apply surface treatments such as chrome plating before machining the component and, after machining, to apply wax or powder coating. Some components made of high-purity magnesium alloys offer sufficient protection against surface corrosion even without the above- mentioned surface treatments, while sufficient protection has to be seen in conjunction with the amount of corrosion exposure.
For mass production use of magnesium engine blocks today it is necessary, to achieve the engine life expectancy now required at 160000 km or 100000 mi, to provide sufficient resistance to surface corrosion in the water jacket.
Using pistons made of Al-Si alloys directly in magnesium cylinders is precluded by the tribologic properties of the magnesium alloy. Magnesium engine blocks require production-ready development of a cylinder running surface technology compatible with the basic magnesium alloy analogous to the cylinder running surface technologies described earlier for engine blocks made of Al-Si alloys (gray cast iron or aluminum bushings, bonding technologies).
Date added: 2024-04-24; views: 1569;