Machining Cylinder Running Surfaces
The cylinder running surface in internal combustion engines is the tribologic mating material and sealing surface for the pistons and piston rings. The properties of the cylinder running surfaces have a determinant influence on establishing and distributing an oil film between the mating components. There is a strong interrelation between cylinder roughness, oil consumption, and wear inside an engine. Cylinder roughness values at Ra <0.3 μm are state of the art.
Final machining of the cylinder running surface is effected by precision boring or turning and subsequent honing. During the honing process, rotational and alternating translatory motions are superimposed upon each other to create a cutting motion. In this way, deviations in cylinder shape of less than 10 μm and uniform surface roughness can be achieved. The scoring arising from the cutting motion includes the so-called honing angle.
This processing, as shown in Fig. 7-62, should be as gentle on the material as possible in order to avoid breakout, pinching at the edges, and the formation of burrs. The material is cut with the assistance of honing strips running under a water-based coolant/lubricant or special honing oil. At the prescribed surface pressure or advancing speed, material removal of 100 μm in diameter is achieved in less than a minute.
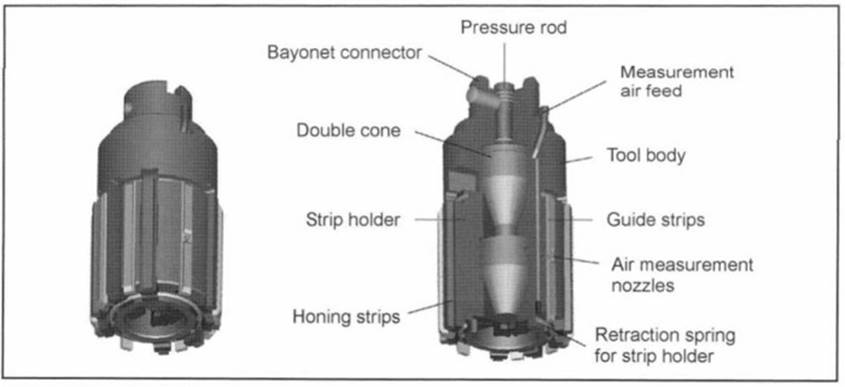
Fig. 7-62. Multistrip honing tool with air measurement system (mfg. Nagel)
Machining Processes. In standard honing in a single-stage or multistage machining process, a surface structure exhibiting normal distribution is created, so that in the roughness profile there are as many valleys as peaks.
Plateau honing, on the other hand, levels peaks with a supplementary machining step, creating a plateaulike slide surface with deep scoring that retains oil.
Helical slide honing is a further refinement of plateau honing. It differs from plateau honing primarily by the reduced roughness (and, in particular, the peak roughness) and a very large honing angle of from 120° to 150° for the deep scoring. Very uniform surface roughness is achieved using special honing strips that follow the shape of the bore.
Laser texturing offers almost unlimited freedom in surface design through carefully defined removal of material by the laser beam. The cylinder running surface is textured in the TDC area and is otherwise made as smooth as possible. Textures and structures such as helically arranged slots and pits, as well as cupping are possible in addition to conventional, uniform cross-scored textures.
The roughness profiles for various honing processes are shown in Fig. 7-63.
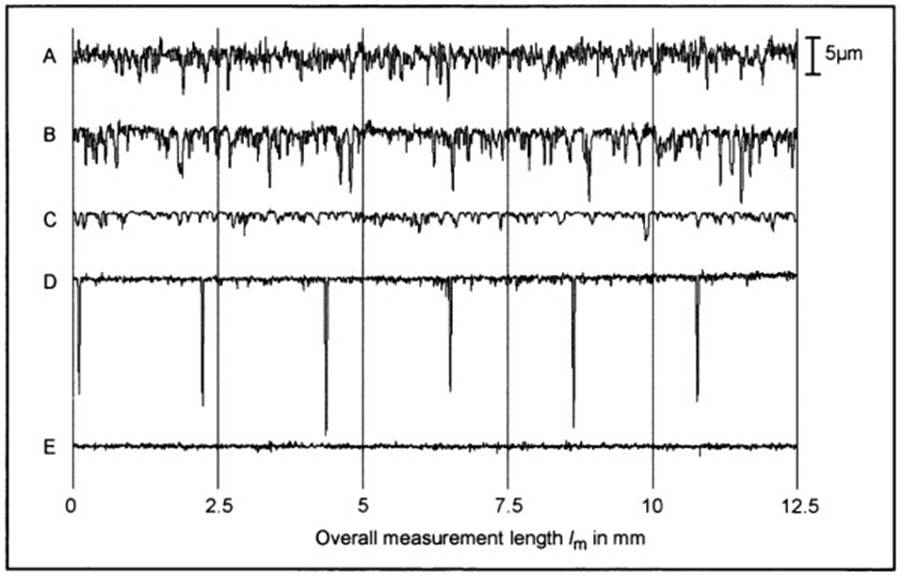
Fig. 7-63. Roughness profile for standard honing (A), plateau honing (B), helical slide honing (C), laser-imparted texture (D), and smooth standard honing (E)
A complex variation of honing, in which free grinding grains are used, is lapping. Here loose grain is used to give the cylinder running surface a random high-and-low structure. Solid strips press this hard lapping agent in part into the surface, and a plateau surface is created.
In brush honing the surface texture is rounded and deburred following standard honing; a brush coated with a carbide material is used for this purpose. Fluid blasting is yet another process used to remove the metal “frost” (sometimes also referred to as spangle) from the surface and to flush out pores present in the surface. In this process, the entire cylinder running surface is blasted with a water- based coolant/lubricant at a pressure of about 120 bar.
Exposure honing for aluminum cylinder running surfaces employs specially designed honing strips to depress the soft aluminum matrix in comparison with the reinforcing fibers or particles. The particles can also be exposed by etching. The purpose is to depress the aluminum, which has a tendency to weld, by 0.5 to 1 μm. The oil retention spaces created by the suppression of the aluminum improve the running properties of the surface.
Plasma or flame-sprayed cylinder sleeves can be smoothed ideally, similar to inductance-hardened gray casting. The oil retention spaces created by the material’s porosity guarantee good running properties.

Fig. 7-64. The 3-D surface image for a honed, gray cast iron cylinder running surface with white marbling and the honing angle α = 47° sketched in
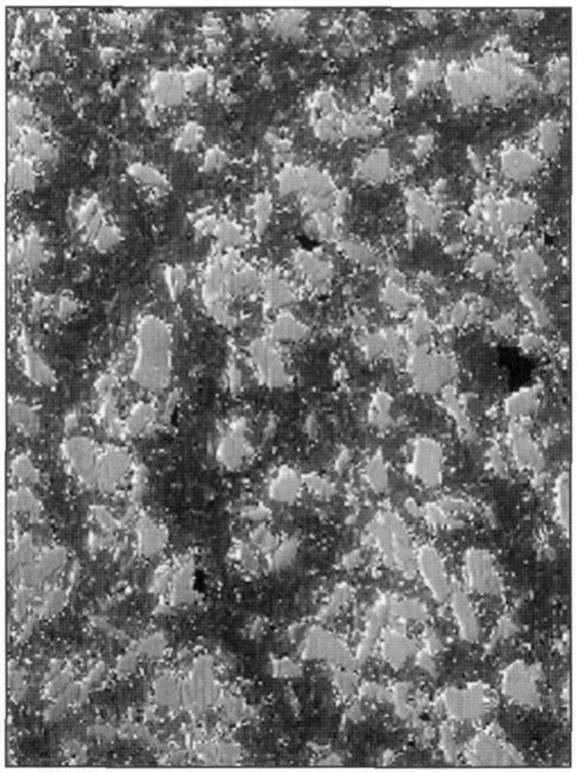
Fig. 7-65. The 3-D surface image of an aluminum cylinder running surface with exposed reinforcing particles
Other elaborate special processes are nitriding and phosphatizing the honed cylinder running surfaces. Nitriding creates a very rough and hard layer that is not suitable for use as a cylinder running surface without supplementary treatment such as phosphatizing. Phosphatizing is also used without nitriding and has a smoothing effect while also acting as a solid lubricant.
The surface images after honing gray cast iron and aluminum cylinder running surfaces are shown in Figs. 7-64 and 7-65.
Date added: 2024-04-24; views: 867;