Protection of Running Surfaces/Surfaces
The materials that have been highly developed to date and the precision machining processes used for pistons ensure high wear resistance and good running properties. In spite of applying protective coatings to the piston skirt, offering special emergency running properties is advantageous for the break-in phase and unfavorable operating conditions—dry running following frequent cold start attempts, temporary loading, insufficient lubrication. Under certain circumstances wear protection finishes may be required in the groove area. Severe thermal loading at the piston head must be counteracted with additional local protective measures. The coatings and finishes described below have proven their suitability for the various tasks in many applications.
With the use of automated machinery engineered especially for surface treatment, pistons may be finished in various ways:
- Tin plating the entire piston surface
- Applying phosphate and graphite (spray or spatter process)
- Applying graphite (screen printing) with and without phosphate (a) Piston skirt (b) Piston shaft and ring section
- Partial iron plating of the piston skirt (in conjunction with cylinder running surfaces made of aluminum)
- Hard anodized finishing (a) First groove (b) Piston head (complete or partial).
Improving Slip Properties. A thin plating of tin, which is applied by a chemical process to the lightweight metal piston, protects against seizing during cold starts and during break-in at unfavorable lubrication conditions. The layer is about 1 µm thick.
Where there are narrow installation tolerances and very high requirements for protection against seizure, the GRAFAL running surface is used to an ever greater extent. This finish comprises a graphite-filled synthetic resin that adheres permanently to the piston running surface. This layer is generally 20 µm thick. Pistons for passenger car engines are typically finished with the GRAFAL 255 version, applied in a screen printing process, while the sprayed GRAFAL 240 or the screen printed GRAFAL 255 version is used on pistons for utility vehicle engines and industrial engines.
In aluminum pistons the pairing of the wristpin and the boss is normally not critical in terms of sliding processes, and they require no special coatings—assuming the correct shapes and tolerances. In Ferrotherm pistons, on the other hand, special protective measures are required. As an alternate to boss bushings, a slip phosphate coating for the upper section of the piston becomes more important here.
Increasing Wear Protection. FERROSTAN pistons are paired with noncoated SILUMAL cylinders or other noncoated, Al-Si-based cylinder materials. The skirt of FERROSTAN pistons are iron plated to a thickness of 6 µm and hardness of HV 350 to 600. The iron layer is precipitated out, to precise dimensions, from special electrolytes. To conserve and improve slip properties, the iron-plated piston is finished with an additional layer of tin, 1 µm thick. Something new in technology is the application of layers, containing iron particles, using a screen printing process. Known as FERROPRINT layers, they have been introduced successfully into mass production.
Owing to increased thermal and mechanical loads, wear and fretting effects are more frequently seen along the flanks of the first groove in gasoline engine pistons. Hard anodizing for the endangered area has been introduced in volume production as an effective counter-measure. When hard anodizing aluminum alloys, a zone near the surface of the aluminum substrate is transformed by electrolytic means into aluminum oxide. The layer created here is ceramic in nature, with hardness of about 400 HV. In this application a layer about 15 µm is specified, and the process parameters are optimized so that layer roughness is relatively moderate, eliminating the need for subsequent machining of the groove flanks.
Using Thermal Protection. Pistons for diesel engines are subjected to severe temperature alternation loading in the area at the top and in the combustion recess. The result may be fissures resulting from temperature alternation. A hard oxide layer at the top of the aluminum piston, shown in Fig, 7-22, typically about 80 µm thick, improves resistance to the effects of temperature alternation and thus prevents fissuring at the edge of the recess and/or in the top. Cutouts along the direction of the wristpin make sense in order to avert notch effects in the area where maximum tensile strain occurs.
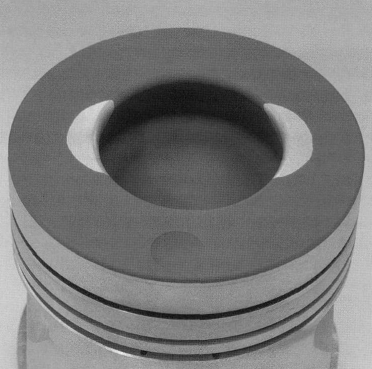
Fig. 7-22. Hard anodized piston heads
Date added: 2022-12-29; views: 1170;