Lightweight Engineering and Future Trends
Design changes for crankshafts can be incorporated only to a very limited extent, since the space available in the crankcase does not offer any additional room.
Hollow Cast Crankshafts. In general, cast crankshafts of a comparable design weigh about 10% less than a forged unit because of the lesser density. Hollow cast crankshafts offer a further weight reduction of up to 1.5 kg (Fig. 7-107).
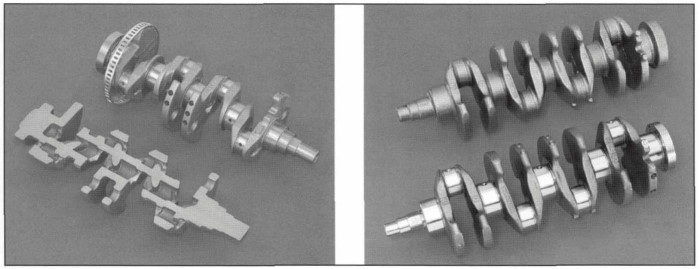
Fig. 7-107. Cast crankshaft for a four-cylinder motor using GJS-600-3 (hollow version weighing 10.6 kg at the left, solid version weighing 12 kg at the right)
ADI Austempered Ductile Iron. This material, made in a complex heat treatment process, has a bainitic-ferritic structure offering high strength, good elongation properties, and great hardness. The material, however, has poor amenability to machining. The heat treatment causes warping, which in turn makes it necessary to straighten the crankshaft.
Aside from the considerably higher costs, “nearly finished” manufacturing does nothing to alleviate the basiс problem associated with nodular graphite casting materials: The Young’s modulus cannot be raised to above the values for normal GJS even with the extensive heat treatment processes employed to impart greater strengths.
Increasing Component Strength through Postcasting Treatment. The static properties say little about crankshaft service life. Component strength, heavily influenced by sufficient vibration resistance, is achieved only through supplementary treatment processes; this is true for both castings and steel (Fig. 7-108).

Fig. 7-108. Influence of postcasting treatment on crankshaft vibration resistance
Radius Rollers. Rolling the radii is the standard process9 used to enhance fatigue strength under reversed bending stress for both cast and steel crankshafts. Here pressured-induced self stresses are created at the transitions from the bearing journals to the webs; this improves long-term strength considerably in this heavily loaded area.
Inductive Hardening, Radii with/without Journals. This process is used in some cases on crankshafts for diesel engines in order to increase the bearing journals’ resistance to oscillation and wear.
Nitriding. In this process, too, pressure-induced self stresses are induced in the journals and radii areas with a positive effect on enduring resistance to vibration and wear. But nitriding is used decreasingly since it cannot be integrated into the manufacturing line and disposal of the salts is difficult.
Ball Calibration. This process is employed to boost resistance to torsional vibration by strengthening the oil bores in the bearing journals. It has not yet found its way into practical use since it can hardly be integrated into mass production operations at reasonable costs.
Bibliography:
1. Adlof, W., “Wer an Leichtbau denkt, kommt an einer Stahlkurbelwelle nicht vorbei,” in Schmiede-Joumal, March 1994, pp. 13-16.
2. Heck, K„ et al., “Innovative gieBtechnologische Entwicklung zur Herstellung von Endnah-Guss-Kurbelwellen,” GieBerei, No. 85, February 1998.
3. IMC Consultants, “IMC Report for Georg Fischer/DISA, Analysis of alternative strategies designed to increase market share of the magnesium converter,” May 1998.
4. “ISAD der integrierte Starter-Altemator-Dampfer,” 1998 Motors and Environment Convention, AVL Graz.
5. Becker, E., and K. Homung, “Projekt 78274: Kurbelwellenfertigung im Masken- oder Griinsandverfahren,” F&E Berichte, August 1985, September 1985.
6. “Gusseisen mit Kugelgraphit,” Technical Bulletin, Georg Fischer Company.
7. “Lagerverhalten von Gusskurbelwellen,” Technical Bulletin, Georg Fischer Company.
8. “Beanspruchungsgerechte Gestaltung und anwendungsbezogene Eigenschaften von Gussteilen,” Technical Bulletin, Georg Fischer Company.
9. “Steigerung der Schwingfestigkeit von Bauteilen aus Gusseisen mit Kugelgraphit,” Technical Bulletin, Georg Fischer Company.
Date added: 2024-05-02; views: 828;