Belt Tensioning Systems, Idler and Deflection Pulleys
Introduction. For 40 years now synchronous belts have been used successfully in mass production to drive camshafts and balancer shafts in internal combustion engines. The first application was in a four-cylinder engine made by Glas without any auxiliary components such as idler or deflection pulleys.
In later designs the preload in the toothed belt was generated either with a component that was driven by the toothed belt (such as the water pump) and mounted on an eccentric bracket or by fixed idlers (eccentric tensioning pulleys or the like).
Ideal adjustment of belt tension is not possible in such systems since they cannot compensate for belt tension fluctuations caused by temperature changes or aging; neither is it possible to compensate for dynamic effects (belt vibration, reverse influences from the valve train, etc.).
Compensating for such fluctuations and effects is absolutely necessary in modem synchronous belt drives since only in this way can one achieve the targeted system service lives (corresponding to engine service life) of at least 240000 km for gasoline engines and at least 160000 km for diesel engines.
The influence that a fixed idler (tensioner) pulley has on static belt preload is illustrated in Fig. 7-129.
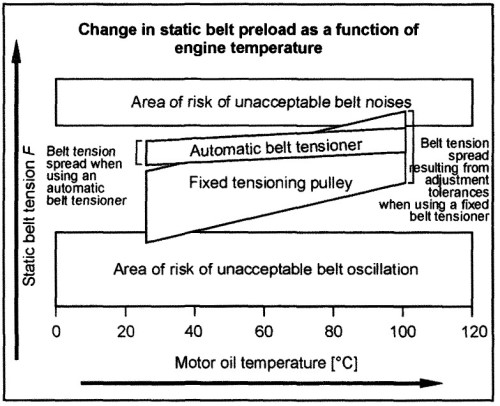
Fig. 7-129. Changing the static belt preload value using motor oil temperature as the lead variable; comparison between fixed tensioning idler and automatic tensioning system
Using an automatic belt tensioning system makes it possible to considerably reduce the spread in preload values at initial assembly and to keep preload values nearly constant across the engine’s full operating temperature range.
Automatic tensioners have been used with synchronous belt drives for internal combustion engines since the beginning of the 1990s and, for the reasons mentioned above, have forced fixed systems almost completely off the market.
Automatic Belt Tensioning System for Synchronous Belt Drives. The primary requirements for automatic tensioning systems are derived from the conditions enumerated above and are the following:
- Setting specified belt tension at initial installation and after service (compensating for belt, diameter, and positioning tolerances).
- Maintaining the most constant belt tension possible at all operating states across the entire required system service life (compensation for thermal elongation, belt stretch, and wear, taking account of crankshaft and camshaft dynamics).
- Ensuring ideal noise levels while at the same time reducing belt vibration.
- Preventing tooth jump.
The parameters shown in Fig. 7-130 have to be taken into consideration when specifying the working range for a tensioning system such as this. Of the various styles for synchronous belt tensioning systems (with hydraulic damping, linear action with reversing lever; with hydraulic damping, rotating; with mechanical damping, rotating), the rotating mechanical systems are most widely used for reduced costs and less space required.

Fig. 7-130. Mechanical synchronous belt tensioning unit—sample operational chart with influencing parameters
The temperature-based tensioning systems using wax thermostats, employed in some engines in the past, never made a breakthrough. The basic design of a mechanical tensioning system such as this, using the so- called double-eccentric principle, is shown in Fig. 7-131.

Fig. 7-131. Mechanical synchronous belt tensioning unit with double-eccentric design
Here the adjustment eccentric compensates for the tolerances in all the components present in the belt drive; its setting is fixed after initial adjustment. The working eccentric mounted movably on the adjustment eccentric compensates for the temperature-induced changes in length at all the components used in the belt drive, for belt stretch and wear, and for dynamic effects originating at the crankshaft and camshaft. The lever spring is designed in accordance with ideal belt preload. Damping is affected with the slide bearing, and the tensioner’s geometry is matched to the requirements of the belt drive.
Idler and Deflection Pulleys for Synchronous Belt Drives. It is for the foregoing reasons that fixed tensioning pulleys are found only rarely in modem engines. Deflection pulleys used, for instance, to calm critical sections of the belt, to avoid collisions with adjacent components, or to increase the wrap angle at neighboring pulleys have to satisfy the same requirements regarding service life and noise development.
High-precision, single-row ball bearings with enlarged grease reserve spaces have proven their suitability for this application; if necessary, double-row angular ball bearings, also with optimized reserve grease spaces, may be used. These bearings are normally packed with high-temperature rolling bearing grease and fitted with suitable sealing rings; standard bearings are less suitable for this purpose.
These bearings serve as the centers for pulleys that match the prevailing geometric requirements. Exemplary embodiments with plastic and steel pulleys are depicted in Fig. 7-132; these pulleys may be equipped with flanges on one or both sides to guide the belt.
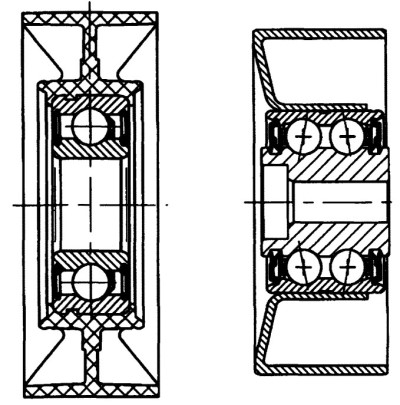
Fig. 7-132. Deflector pulley with single- and double-row ball bearings and pulleys in plastic and steel
Prospects for the Future. Modern synchronous belt drives for internal combustion engines are no longer conceivable without automatic tensioning systems since only with their help can the required system service life of 240 000 km and more be achieved. Because of cost and space considerations, hydraulically damped systems are being replaced to greater extent by those that are mechanically damped.
Key areas of emphasis in development work at the present are mechanical tensioning systems for the heavily loaded synchronous belt systems used in diesel engines, systems designed to facilitate installation, and mechanical tensioning systems (with either open-loop or closed-loop control) for ideal matching of the preload force to engine operating conditions.
Date added: 2024-05-02; views: 987;