Components of the Valve Gear
Camshaft. The camshaft transmits the torque introduced from the camshaft drive via the individual cams to the tappets. In addition to the valve gear cams, the camshaft can have additional cams for actuating injection pumps (single pumps, pump-nozzle elements) or engine braking systems. Based on their manufacturing features, camshafts can be divided into cast, forged, and assembled camshafts.
Cast camshafts must be heat-treated after they are formed to give them the required strength and tribological properties. In the case of clear chill casting, the camshaft is hardened in one step by quickly cooling (quenching) the casting mold. In the case of centrifugal casting, the metal flows into a rotating permanent mold and hardens under the effect of centrifugal force. The camshafts are usually cast hollow to save weight.
In the case of assembled camshafts, the cams are manufactured separately from the shaft body and permanently joined later. Manufacturing them separately allows the materials to be adapted to function, manufacturing method, and stress. Cold-drawn structural steels (such as St52K) or alloyed steel (such as 100Cr6) can be used. For the cams, case-hardened steels (such as 16MnCr5) are used.
The accepted forms of joining in series production are friction- lock connections by shrinkage or by hydraulic expansion of the tube from internal pressure, and keyed connections. With keyed connections, projections are created by roughing the tube at the attachment sites. The cam is given an internal splined profile and is pressed on with controlled force (KRUPP-PRESTA procedure). The additional advantage of assembled camshafts is the potential small cam spacing (multiple valves) and up to 40% less weight. However, the transmittable torque is limited by the joining method.
Multipart camshafts are frequently used for large engines. Individual camshaft segments are screwed together to create camshafts for engines with different numbers of cylinders. The bearing sites for the camshaft friction bearings used on all camshafts are ground directly on the tube in the case of assembled camshafts. The cam profile is also created by grinding. With a rolling contact, a negative radius of curvature (concave cam) of the cam profile is necessary to attain the desired valve gear kinematics. With fixed minimum grinding disk diameters, the negative radius of curvature can limit the valve gear kinematics. By belt sanding the cam profile, extremely small curvature radii can be created.
The alternating loads from injection pumps and the valve gear generate flexural and torsional vibrations in the elastic camshaft. Torsional vibrations, in particular, generate angular deviations and, hence, deviations in the control and injection time between the first and the last cams. To minimize vibrations, the camshaft should be very rigid with comparatively low inertia (hollow shaft). Torsional vibration resonances can be calculated from the natural torsional frequency of the camshaft that arises within its speed range. Particular attention must be given to resonances that arise in low- seated engines with long camshafts. In certain instances (V-18/large engines), torsional vibration dampers must be placed on the free end of the camshaft.
Camshaft Drive. In addition to rare special designs (vertical shaft drive, pre-engaged drive), there are three conventional options for driving the camshaft with the crankshaft: gears, chain with a gear, and cogged belt. Gears are mainly used for bottom-mounted camshafts; the design becomes very complicated when gears are used for overhead camshafts.
Today, chains and gears as well as cogged belts are exclusively used for overhead camshafts (Fig. 10-8). A tensioning device is necessary for both types of drives. Cogged belts made of plastic with long fibers are less noisy and cheaper than chain drives. While chains have to be lubricated, the cogged belt needs to run in an oil-free area. Both drives must be encapsulated for protection as well as to avoid lubrication loss.
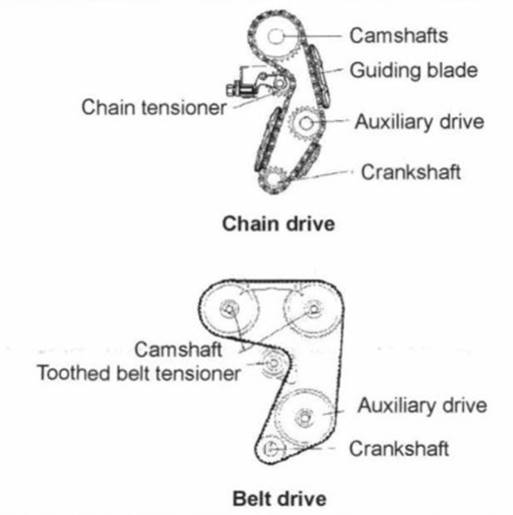
Fig. 10-8. Camshaft drives
Valves. Figure 10-9 shows a valve with its installed elements. The seat surfaces and shaft ends of valves made of heat and wear-resistant alloys (such as Cr-Si or Cr-Mn steel) are merely hardened or reinforced with hard metals. The valve shafts are chromed.
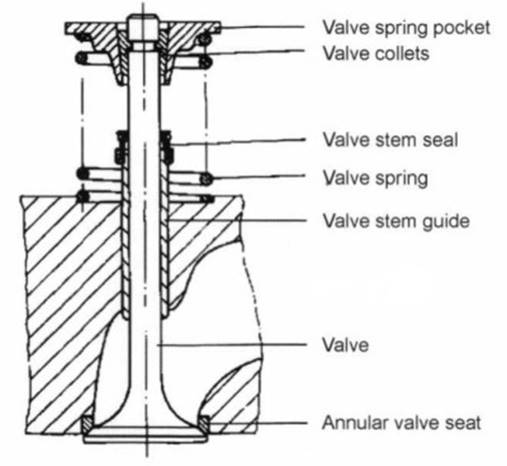
Fig. 10-9. Valve and valve components
The valve shaft seals with spring-loaded elastomer sleeves must provide sufficient shaft lubrication and also prevent the penetration of excessive lubricating oil. Light- metal cylinder heads are provided with pressed-in valve guides and valve seat rings (made of special bronzes or alloyed cast iron) that are also frequently used in gray cast iron cylinder heads.
Valves are subjected to high thermal and mechanical loads as well as corrosion. The mechanical stresses arise from the valve head bending under pressure due to ignition and forceful contact when closing (impact). These stresses can be countered by providing the head with appropriate strength and shape. The valves with their large surface absorb heat from the combustion chamber.
The top of the exhaust valve is also heated during opening by the exiting hot exhaust. In the valve, the heat primarily radiates to the valve seat, and a small part flows over the shaft of the valve guide. Intake valves reach temperatures of 300 to 500°C, and exhaust valves reach 600 to 800°C. A typical temperature distribution is shown in Fig. 10-10. If the seal on the valve seat is not perfect during the combustion phase, local overheating and melting occur that cause the valves to fail.
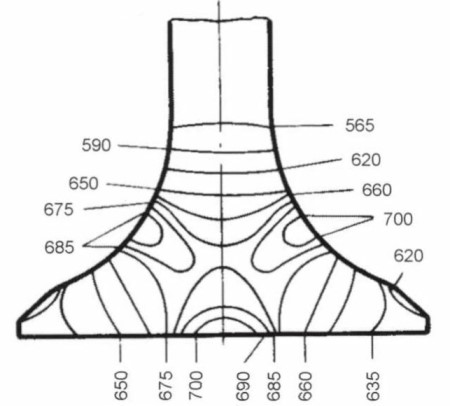
Fig. 10-10. Temperature distribution in the exhaust valve
To improve the heat conduction through the shaft, it is designed hollow and filled with sodium when it has to meet particularly high demands (Fig. 10-11, left). The movement of the sodium that is liquid at temperatures above 97.5°C enhances the transfer of heat. This lowers the valve temperature to 100°C. To reduce the wear, the seat can be reinforced by welding on stellite (Fig. 10-11, right).
The material of the valves must be very heat resistant and scale resistant. Special steels as well as titanium can be used.
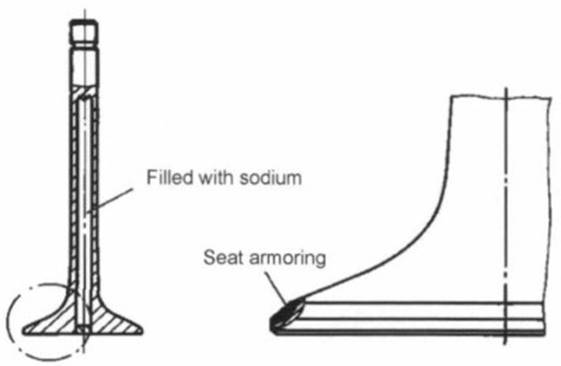
Fig. 10-11. Exhaust valve cooled with sodium
Valve seat rings are installed in the cylinder heads to counter wear. A seat ring must always be provided for light metal cylinder heads (alloyed centrifugal cast metal and austenitic cast iron in special cases with heat expansion coefficients approximately as high as light metal). In the case of engines subject to high stress and also for exhaust valves in gray cast iron-cylinder heads, seat rings made of alloyed centrifugal cast metal are used.
The valve seat rings are either pressed in or shrunk on.
To avoid local temperature differences in the valve head as well as uneven wear, the valve should slowly rotate during operation. This movement can be supported by valve rotating mechanisms between the valve spring and cylinder head (rotovalves, rotocaps, and rotocoils) that convert the pulsing spring force into small rotary movements. The rotary movements are transferred via the valve spring and spring cap to the valve. The spring cap is affixed to the valve shaft with clamping cones (Fig. 10-12).
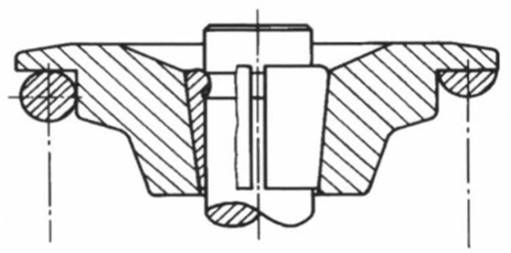
Fig. 10-12. Fixing the spring caps with clamping cones
The shaft is thereby weakened only slightly since the round counterbore has a slight notch effect.
Valve Springs. Cylindrical or conical steel springs and pneumatic springs can be used as valve springs (Figs. 10-13 and 10-14). They primarily differ in the way they transmit force along the spring path. Whereas the cylindrical steel spring usually has a linear characteristic curve, the conical steel spring has a progressive characteristic, and the pneumatic spring has a strongly progressive characteristic curve (Fig. 10-15). The progressive characteristic curve is good for high speeds. Because of the expense and required supply of compressed air, pneumatic springs have been used only for motor sports.
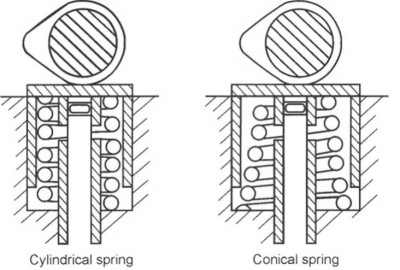
Fig. 10-13. Cylindrical and conical steel springs
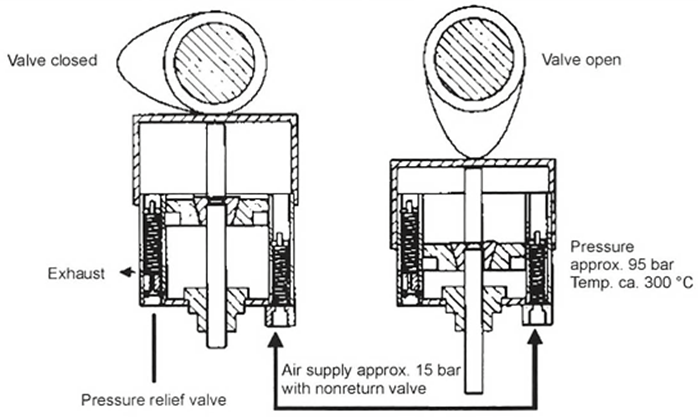
Fig. 10-14. Pneumatic spring
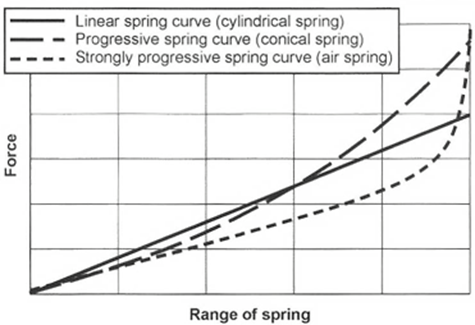
Fig. 10-15. Spring characteristic curves
Valve Rockers and Valve Levers
- Valve rockers
Valve rockers with pushrods are used for bottom-mounted camshafts and with valves arranged in a V shape for overhead camshafts.
Because of the strong contact pressure exerted on the pivot, the bearing must be especially rigid. For the valve rocker ratio i = l2/l1 (Fig. 10-25), values of 1 to 1.3 are recommended as a compromise for less surface pressure on the tappet, less moved mass, and high rigidity. The force of the valve rockers is transmitted to the valve along an axial path as much as possible to keep lateral forces from acting on the valve shaft and, thus, preventing increased wear of the valve guide. At one-half of the valve stroke, the center of rotation of the valve rocker should be perpendicular to the valve axis at the height of the shaft end to attain the least possible displacement of the valve rocker and valve in relation to each other (favorable sliding conditions). The force-transmitting spherical or cylindrical surface should be applied to the valve rocker and not the valve. For reasons of wear, the valve rocker end is hardened.
Figure 10-16 shows valve rocker designs. Valve rockers are usually cast or forged. Economical and light but less rigid are valve rockers pressed from sheet metal. It is advantageous to set the valve play at the resting rocker bearing. With forged valve rockers, the setting screw is normally on the rocker end, which increases the moved mass of the valve gear. Figure 10-17 shows a valve gear with hydraulic valve play compensation integrated in the valve rocker. The compensation element is supplied with lubricating oil via the valve rocker shaft and holes in the valve rocker.
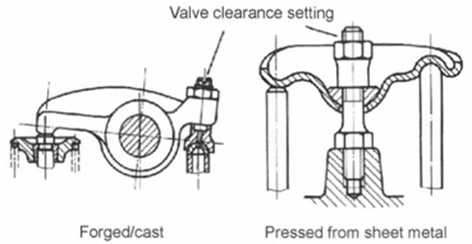
Fig. 10-16. Valve rocker
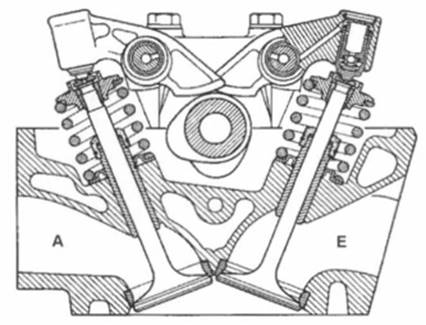
Fig. 10-17. Valve gear with valve rockers and hydraulic valve play adjustment
- Valve levers (rocker arms)
The valve lever is exposed to a much lower degree of force than the valve rocker. The influence from changes at the bearing point is less; an automatic valve play adjustment system can be installed in the lever bearing in valve levers without substantially changing the overall elasticity of the valve gear. The designs of two valve levers are shown in Fig. 10-18.
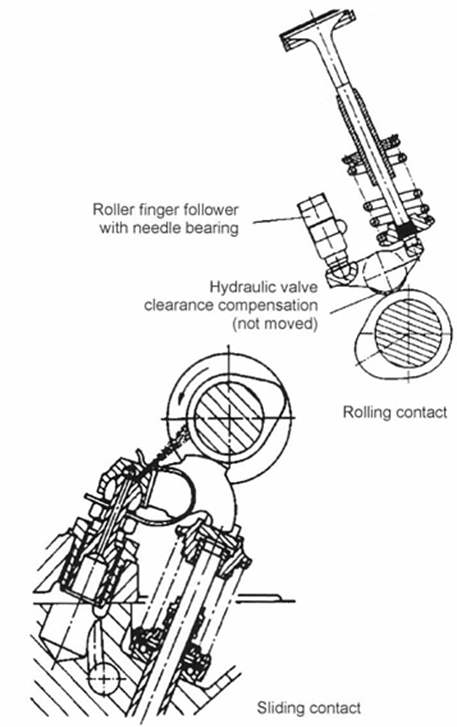
Fig. 10-18. Valve gear with valve lever (rocker arm)
It is possible to reduce friction loss, especially at low speeds, by using roller rocker arms. A roller finger follower on a needle bearing is used at the contact point between the rocker arm and camshaft. This can reduce the moment of friction of the valve gear by as much as approximately 30% in comparison to a sliding rocker arm arrangement (Fig. 10-18).
Figure 9-15 shows a spread that illustrates the advantages of the roller rocker arm in regard to reduced friction. The reduction of the valve gear friction, however, also reduces the damping of the oscillating torque introduced from the cam force and, hence, increases the load on the camshaft drive. Under certain circumstances, the subsequently required stronger chain or belt tensioning devices (tensioning pulley, tensioner blade, damping elements) can compensate for the friction advantages gained in the valve gear.
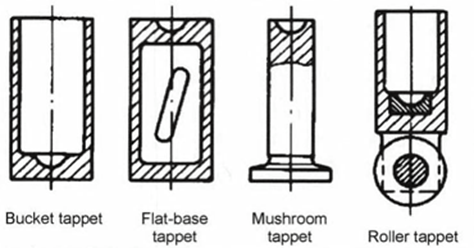
Fig. 10-19. Tappet for valve gear
Tappets. Tappets in pushrod engines (Fig. 10-5, B) must guide the pushrods and absorb the transverse force that arises from the sliding of the cams. In overhead camshafts with a tappet drive (Fig. 10-6), the tappet has to keep the lateral force away from the valve guide. Normal tappet designs for pushrod engines are shown in Fig. 10-19. Flat-based tappets and bucket tappets can be removed both upward and downward. Roller tappets are used for maximum loads (diesel engines are subject to greater loads).
Figure 10-20 shows a bucket tappet that is almost exclusively used for overhead camshafts with a tappet drive.
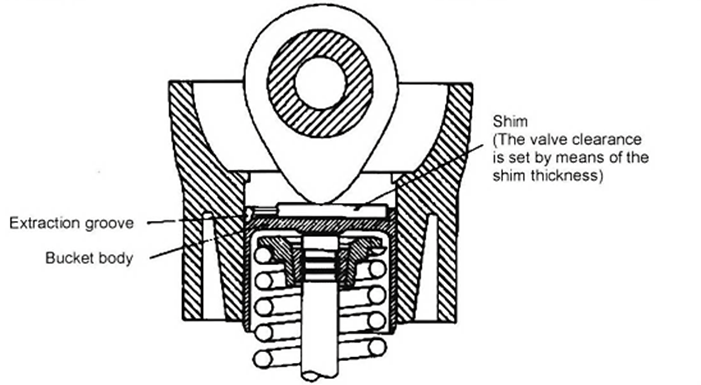
Fig. 10-20. Bucket tappet without hydraulic compensation
The tappet diameter is determined by the maximum tappet speed. The surface pressure between the camshaft and tappet determines the cam width. Since the cam and tappet must glide on each other under high surface pressure, the materials of the two elements must be harmonized. The combination of hardened steel and white hardened gray cast iron is quite suitable. Frequently, to avoid uneven wear, the tappet is rotated on its axis. For this reason, it is offset against the center of the cam by 1 to 3 mm. In addition to rigid tappets, there are tappets with automatic play adjustment (see Fig. 10-21).
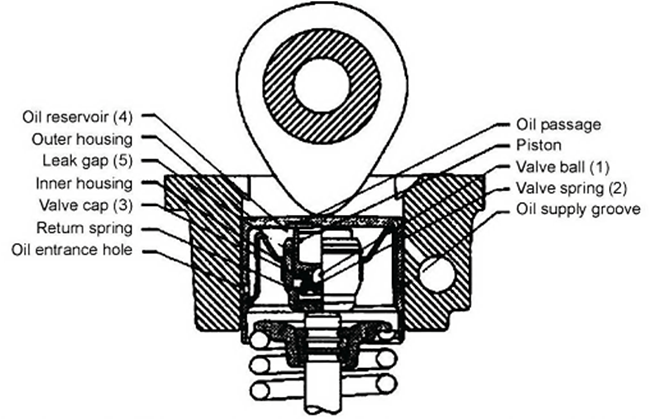
Fig. 10-21. Bucket tappet with hydraulic valve play compensation
The play is kept constant with the amount of oil in the high-pressure chamber. If the valve play is too great, oil flows through the ball valve (1)—(3) from the reservoir (4); if it is too low, the excess oil exits via the leak gap (5). In addition to easier servicing by dispensing with the play setting, this system is also less noisy.
The disadvantages are the large mass, low rigidity, and problems starting the engine after long periods of rest because of insufficient oil supply. Today, tappet engines almost exclusively use tappets with automatic play adjustment; in engines with valve levers, valve rockers, or rocker arms, the hydraulic valve play is adjusted with additional inserted elements.
Date added: 2024-11-14; views: 565;