Threaded Connectors at the Engine
High-Strength Threaded Connectors. Your basic modem engine contains between 250 and 320 threaded connections, which use from 80 to 160 different types of screws and bolts. The number of threaded connectors depends primarily on the engine configuration (e.g., four-cylinder inline or V-6 engine) and less on the combustion system (diesel or gasoline engine).
Engines developed in Japan, when compared with European designs, have about 15% more threaded connectors per engine and, at the same time, fewer different screw designs. The size and number of bolts and screws rises with the displacement and number of cylinders.
Mass production among European car makers, in particular, has been heavily automated in the final assembly area since 1983. The front-mnner here was VW with its “Hall 54” at the Wolfsburg assembly plant for the production of the GOLF Ш, which had just gone into production.1 To accomplish this, it was necessary to design screws and bolts suitable for automatic feed, installation, and tightening.
Engine constmction involves high-precision component manufacturing; the manufacturing tolerances for the basic units (e.g., cylinder block and head) are very close and the positioning accuracy for operating equipment and robots is better than 0.5 mm.
In fully automated assembly lines, the connector elements are moved by feed systems to the installation point; the bolts are screwed in and torqued down by a single or multiple power driver at an automated bolting station, necessary if only to absorb the reaction torque. Full automation does not make sense if many different engines are built on the same assembly line.
With the further development of electrical control systems and ergonomic designs, hand-held power screwdrivers with integrated electronics (torque and rotation angle sensors) are used even more to monitor or control the tightening phase. This lowers the investment and maintenance costs for the assembly line and increases flexibility, moving toward “joint production systems.”
Quality Requirements. If defects occurring while installing threads connectors are not detected, then there will be disturbances in the production process. One may count on malfunctions in the assemblies delivered to the customer.
The screw or bolt is normally to blame for the disturbance, although, in addition to screw quality, the tolerances and properties of the components being joined and the threading in the nut as well as quality in assembly operations can have just as much influence on the connection.
Consequently, high-quality screws and bolts have to be used in automated systems. It is for this reason that reputed manufacturers not only make spot checks during manufacture but also often conduct a full test at the end of the manufacturing process, using automatic testing equipment. Thus, a full account is taken of the quality expectations held by screw and bolt users, with their “zero defects” targets.
In practice, it is possible to achieve a reject ratio of less than 50 ppm, referenced to the major features examined, at screw sizes up to M 14; up to this size automated quality can be implemented without any technical problems. The most modem automatic machinery can process, depending on the scope and nature of testing, between 100 pieces per minute (mechanical testing) and 300 pieces per minute (optical testing).
At larger dimensions, fully automated testing and the associated handling is often made uneconomical by the screw weight and size so that visual checks are made, usually combined with another step (such as hanging the parts on racks for surface finishing or when packing the parts). In conjunction with manufacturing using reliable processes, in which only random errors (occasional defects referenced to annual production volumes, at long intervals and at low rates) and no individual defective parts appear, defect rates of less than 50 ppm are achieved as a rule and otherwise less than 300 ppm.
This degree of process reliability has been achieved in recent decades due in no small part to consistent introduction of DIN EN ISO 9001 ff. and VDA Vol. 6.1 or even QS 9000 in the plants. Thus, the defect rate in manufacturing could be reduced from 2000 ppm to 600 ppm without undertaking any further efforts.
To avoid mixing parts later and to satisfy the demand for freedom from foreign parts, this test is made immediately before packing. The products are filled in special containers or in clear plastic bags and then sealed. Another option, even though seldom used, is to have the screws and bolts tested at the user’s site.
A design proposal for screws amenable to assembly is shown in Fig. 7-324.
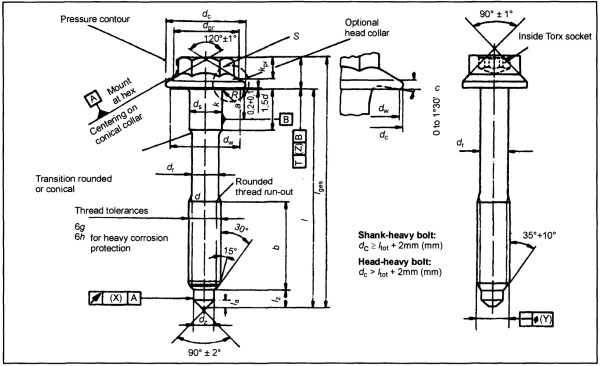
Fig. 7-324. Design suggestion for screws amenable to assembly
Experience has shown that there are difficulties if the bolts that are installed are drawn from a mixture made by different manufacturers unless exact specifications have been imposed in regard to the material, the 0.2% offset strength, and friction values. It is often necessary to set up the system anew following a change of suppliers.
Date added: 2024-07-30; views: 630;