Bearing Failure. Types of Bearing Damage
Progress of Damage. Bearing damage, Fig. 7-273, in the narrower sense is always an interference in the geometry of the slip space to an extent that precludes stable operation of the bearing location. The results are great friction and with it local overheating and destruction of the bearing and adjoining components, right through to complete failure of the engine.
In internal combustion engines where, in contrast to mechanical engineering bearings, the sizes of the loads and the direction change cyclically, the course of damage depends on the location, time, and loading level, and thus is to be seen statistically. This can cause total damage to one bearing while in the adjacent bearing almost no damage at all can be found. Disturbances can be covered for a period of time and even corrected if the cause is eliminated (e.g., excess temperature, oil shortage, etc.); an error in the geometry may be attenuated by wear or adaptation.
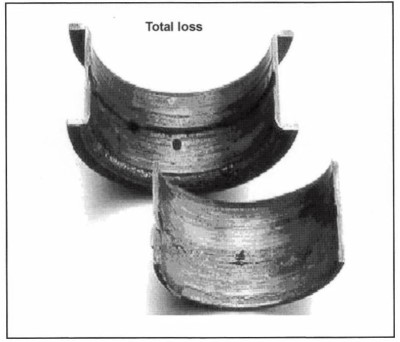
Fig. 7-273. Total failure of a leaded bronze bearing
Because of the serious subsequent damage that can follow bearing failure, even events that, seen on their own, do not cause a failure are deemed to be bearing damage. Events such as these are seen as early warning signals for impending bearing damage and thus are very important when diagnosing the status of the system.
Types of Bearing Damage. DIN-ISO standard 7146 and trade literature published by plain bearing manufacturers describe the most frequent types of bearing damage; consequently, only a brief overview is given here. This depiction follows the organization used in DIN-ISO 7146.
Damage to the Running Surface. Foreign Objects, Grime. Foreign objects that are swept into the bearing with the lubricating oil continue to represent the most frequent cause of bearing failure, particularly in main bearings and in spite of great efforts to maintain cleanliness during assembly, as well as in operation. The problem found in such events, in addition to the permanent disturbance, which reduces service life, is the scoring or embedding process itself. While this is happening, extremely high friction is generated locally.
Broad-Surface Wear. At high loads, with the wrong oil (too thin) or the selection of an unsuitable bearing design, premature wear can appear in the zone where the narrowed lubrication gap is found. As a rule, wear is not a problem in normal operations; three-material bearings do, however, become more susceptible to disturbances when the tolerant overlay is no longer present.
Edge Collar, Local Overloading, Overheating. Deficiencies in the geometry, localized contact points due to elastic deformations, and minor assembly errors can be attenuated by localized wear at the soft layer. This process however, leads to an increased degree of mixed lubrication, corresponding to a local increase in temperature and, in an extreme situation, to instability and damage.
Fatigue Fracture. The bearing material has to exhibit sufficient durability so that the pulsating loads can be reliably transferred throughout the required service life. If this is not the case, then fine fissures appear and later particles spall off. The hazard potential represented by fatigue fracture is dependent on the thickness of the layer affected: spalling at the running layers seldom leads directly to bearing failure. Fractures in the bearing material, about ten times as thick, have an enduring adverse effect on slip gap geometry.
Cavitation. Cavitation is the result of vapor bubbles in lubricating oil, which arise when the lubrication oil pressure at some points falls below the vapor pressure. These bubbles implode when they again enter an area of higher pressure. The pressure surge thus created tears particles out of the bearing surface and in serious cases right through the bearing metal and into the steel in the backing shell.
Cavitation is quite often a design problem (groove shape, bearing play, etc.). In addition to changes in the geometry of the oil flow, its prevalence can also be reduced by measures that raise the oil pressure in the system.
Corrosion. Of the materials commonly used in bearing technology, the lead in the electroplated overlay and in the leaded bronze is most often affected by reactions with sulfur and chlorine. In those cases where corrosion is to be anticipated during operation, e.g., where industrial engines are run on heavy oil or landfill gas, an increase in the tin contact in the CuPb materials or the use of AlSn instead of CuPbSn is necessary.
Damage at the Back of the Bearing. Insufficiently Tight Seating. The second important functional surface of the radial bearing is the outside diameter. Sufficient friction is necessary to transfer the force. The tight seating of the bearing in the housing bore is achieved by sufficient overage of the diameters and bearing halves by excess length, the so-called “crush height.” Because of elastic deformations resulting from the operating forces, there is thrust loading at the interface between the bearing and the housing; insufficiently tight seating can result in relative movements between the bearing and the housing.
The consequences are material displacement, fretting corrosion, material transfer (pitting), and, in serious cases, shell movement.
These relative movements can be suppressed by greater crush height. The limit is imposed by the tangential stresses in the steel shell, which may not exceed the creep limit. Increasing the operating speeds for existing engines thus frequently necessitates engineering modifications.
Assembly Errors. In addition to the operating loads and geometric deficiencies, errors in assembling the bearings are often the reason behind serious bearing damage. Thus, bearings should be designed in such a way that incorrect positioning, interchanging, and the like can be positively avoided.
Date added: 2024-07-30; views: 657;